
耐火浇注料预制件介于定形和不定形之间,是将不定形耐火浇注料定型化,兼具定形和不定形的优点,是不定形耐火材料施工和应用技术发展的一个新方向。目前在化工、冶金、有色、铸造行业,己经有越来越多的用户选择使用浇注料预制件。
12月初中建集团及瑞泰科技举办的水泥绿色节能发展研讨会上,瑞泰科技旗下的多个分公司都讲到关于预制件方面的新技术及产品,将浇注料定型化之后做成预制件,应用于水泥窑口、喷煤管等多个部位,不仅节省了施工成本,并且也大大的提高了耐火材料的使用寿命,并且在以后,这将会成为耐材行业的一个趋势。
耐火预制件按结合剂分为耐火水泥结合、磷酸盐结合、水玻璃结合、无水泥结合等。按材质可分为高铝质、刚玉质、粘土质、莫来石质等。耐火预制件可任意预制成各种形状,热震稳定性好,强度高,抗剥落性好;耐火度可达1750℃高温,而且在重金属熔炼炉应用中能够有效的抵抗渗透,形成侵蚀层,无接缝,气密性好,散热损失少,节能;能快速修补窑炉,提高炉子作业率;能实现直接吊装机械化筑炉,施工效率高。
在之前的文章中,我们分享过关于耐火预制件常见的5种问题,粉化、分层、泛水等问题,详情可点击查看:耐火预制件常见的5种粉化、分层、泛水问题及解决办法
除了以上在使用过程中容易出现的问题外,耐火预制件在生产过程中也会出现裂缝,影响制品使用性能,严重者造成制品报废,会给生产厂家带来不小的经济损失,本文仅对施工中耐火浇注料预制件裂缝的成因和控制做探讨。
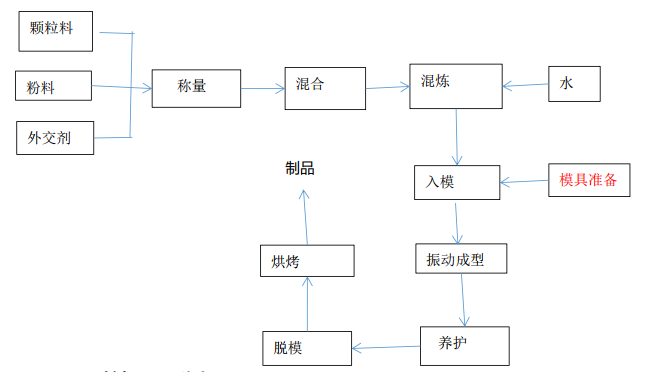
大部分裂缝集中出现在养护脱模和烘烤后,产生裂缝有多种原因,主要是温度和湿度的变化,浇注料的脆性和不均匀性,以及结构不合理,原材料不合格(如镁质料中氧化钙含量过高),模板变形也会加剧这一现象,浇注料硬化期间水泥放出大量水化热,内部温度不断上升,在表面引起拉应力。后期在降温过程中,由于受到基础或底层浇注料的约束,又会在预制块内部出现拉应力。温度的变化也会在混凝土表面引起很大的拉应力。当这些拉应力超出浇注料的抗裂能力时,即会出现裂缝。许多浇注料的内部湿度变化很小或变化较慢,但表面湿度可能变化较大或发生剧烈变化。如养护不周、时干时湿,表面干缩形变受到内部浇注的约束,也往往导致裂缝。
根据温度应力的形成过程可分为以下三个阶段:(1)早期:自浇筑预制块开始至水泥放热基本结束,这个阶段的两个特征,一是水泥放出大量的水化热,二是混凝上弹性模量的急剧变化。由于弹性模量的变化,这一时期在混凝土内形成残余应力。(2)中期:自水泥放热作用基本结束时起至混凝土冷却到稳定温度时止,这个时期中,温度应力主要是由于浇注料的冷却及外界温度变化所引起,这些应力与早期形成的残余应力相叠加,在此期间混凝上的弹性模量变化不大。(3)晚期:预制块烘烤运转时期。温度应力主要是烘烤温度变化所引起,这些应力与前两种的残余应力相叠加。
根据温度应力引起的原因可分为两类:1)自生应力,主要表现在结构尺寸相对较大的制品上;2)约束应力:结构的全部或部分边界受到外界的约束,不能自由变形而引起的应力。主要集中在带模具养护阶段。
为了防止裂缝,减轻温度应力可以从控制温度和改善约束条件两个方面着手。综合控制措施如下:
(1)采用改善骨料级配,加入防爆剂,如金属铝粉、防爆纤维等,笔者在实践中总结出其主要作用为:浇注料中存在大量毛细孔道,水蒸发后毛细管中产生毛细管张力,但要严格控制防爆剂用量,因为增大毛细孔径可降低毛细管表面张力,会使预制件强度降低;
(2)加水混炼中严格控制加水量,避免振动成型时表面溢浆层过厚,细粉上浮析出分层;
(3)规定合理的拆模时间和拆模方法,避免野蛮拆卸人为产生或加剧裂缝大小;
(4)设置合理的烘烤曲线,烘烤是耐火预制件制作过程的一个重要工序。在烘烤过程中,预制件自身的游离水和结合水大部分排出完毕,并产生较高的强度,特别是体积较大的致密高强耐火预制件,由于预制件本身致密度较高,尺寸又大。烘烤过程中水蒸气压力和热应力的共同作用很容易导致预制件的剥落,严重者造成预制件炸裂。在生产实践中,烘烤时在烘干窑内布置若干个测温点,预设一个烘烤曲线。烘烤曲线包括多个升温段和保温段。通过对测温点温度的监测使烘烤制度按预设的烘烤曲线进行。
通过加强工序控制,减轻预制件裂缝的产生,对提高预制件产品的合格率,确保使用质量具有重要意义。
更多耐火材料咨询欢迎关注郑州豫宏耐火材料有限公司www.zzyhnh.com.